

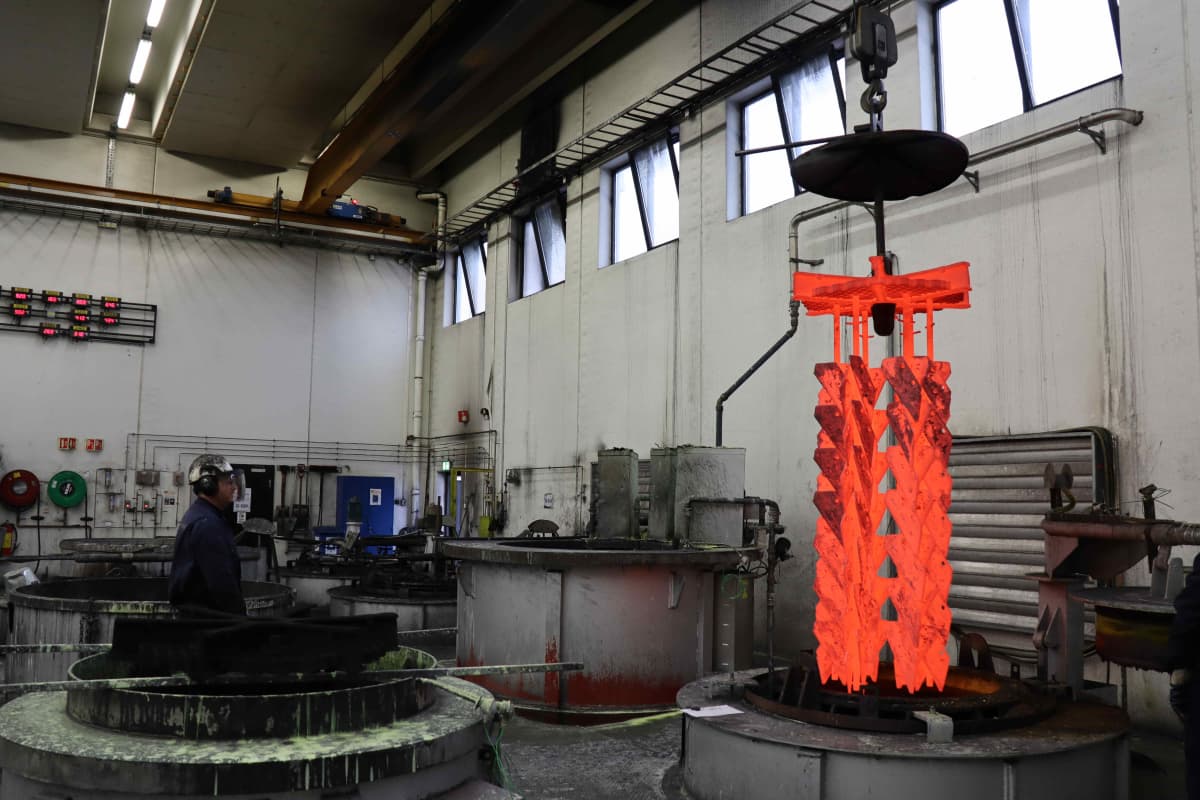
KVERNELAND GROUP NORWAY OFFERS HEAT TREATMENT SERVICES FOR STEEL TO EXTERNAL CUSTOMERS
More than 140 years of accumulated experience in developing special steels and heat treatment processes have resulted in unsurpassed plough strength and resistant wear parts. Kverneland Group has because of this a high level of expertise in the metallurgical field and can help you to achieve the result you are looking for.
On this page you will find a brief summary of the hardening processes we use, steel qualities, requirements that are normally made by our customers and the results we can achieve.



Our customers
Most of the companies we heat treat for are located within our national borders. We have customers from Bergen in the west to Trysil in the east, Lindesnes in the south and well up in Finnmark in the north. The parts we have hardened have been used from New Zealand to Argentina, along the west coast of Africa (the Gulf of Guinea) and all the way up to the Barents Sea. We carry out hardening for industries such as oil and gas, transport, aircraft, helicopters, ships, fishing and trains.

Calibration
Our furnaces are calibrated after AMS 2750 and are in accordance with specifications from AMS 6875
"We are very satisfied with the work Kverneland Group does for us in terms of heat treatment and hardening. The work, including documentation, appears particularly professionally carried out, and is always carried out at the agreed time."
Aarbakke AS
"GMV produces parts for the oil and gas industry. Our customers have strict requirements for documentation, and that the heat treatment is carried out according to given specifications. Kverneland Group has here acquired the necessary expertise that our customers expect. This gives us the confidence to choose Kverneland Group as our supplier."
GMV AS
In order to provide the best result as efficiently as possible, we need some information from you as a customer:
- Material type; Please include a material certificate with an enquiry.
- Treatment type; State the type of heat treatment you wish to have carried out. Remember to state if the components have been heat treated previously.
- Hardness; Defined, for example, as 50 + 2 HRc, 488 + 20 HV etc
- Areas of use; Please state whether the part is to be used for cold pressing, rolling, forging etc.
- Special requirements; State special requirements for hardening layer and/or if there are areas on the component that should not have treatment (carburizing, carbonitriding or nitriding)
- We have a state-of-the-art test center which, if necessary, carries out checks, measurements and analyzes of components after treatment. If layer depth is to be measured, sample material produced in the same batch as the parts must be attached; dimensions 30x20x10 mm with a Ø4 mm hole.

Contact us
Do you have questions or would you like advice on material and process selection? Get in touch with our process specialists.
E-mail: heat.treat@kvernelandgroup.com
Carburizing and carbonitriding
Carburizing and carbonitring is a case hardening process where either carbon, or carbon and nitrogen content is increased in the material surface. The increased alloy content of the surface results in a hard compressive shell and a ductile core after quenching. The hardness is typically in the range of 55-65 HRc with a case depth between 0.5-2 mm. The furnace sizes is Ø800x1800 mm with a load capacity of approximately 1000 kg.
Hardening (Quench and Temper)
Hardening is a heat treatment performed in order to increase the parts mechanical properties such as hardness, yield strength and toughness. The heat treatment department is equipped with furnaces in all ranges up to 6300 mm and 4000 kg for hardening and tempering.
Gas nitriding
The gas nitriding process is a case hardening process where nitrogen content is increased in the material surface. Nitriding is performed at lower temperatures without quenching, which gives excellent dimensional stability. The process result in extreme surface hardness from 550-1750 HV, with case depths between 0.1-0.4 mm. The furnace sizes is Ø830x1750 mm with load capacity of approximately 1000 kg.
Stress relieving
Stress relieving is performed to reduce the residual stresses in the material. This process reduce the possibility of distortion after final cut during machining and reduce the possibility of cracking after welding. The heat treatment department is equipped with furnaces in all ranges up to 6300 mm and 4000 kg for stress relieving.